Steel lifting technology and lifting program-1
Today let's talk about steel lifting technology and lifting program for a well-managed steel structure.
First--section hoisting process
Positioning --- high calibration --- embedded in the top of the bolt bolt --- high calibration ---- ---- ---- column installed steel beam installation ---- secondary installation --- - Welding ---- paint repair ---- completed
Second--steel column installation process
First, the lifting of steel columns
1. retest of the foundation, including the exposed length of the anchor bolt, anchor bolt centerline displacement deviation of the baseline, anchor bolt spacing, the basic elevation, after unqualified for handling before lifting.
2. in order to control the installation of the column elevation, but also in advance of the columns in the visual cross-section drawn 500mm position, so that the installation of elevation adjustment, correction. In the retest on the basis of the installation of steel columns, the first column with a single bundle of steel wire rope, hanging point position to choose from the end of the column 1/3 long position. Lift the column by the rotation method and lift the steel column to the installation position. Binding should be set pad.
Second, the correction of steel
1. Draw the center line on the visual surface of the column in advance, and then adjust the verticality of the column with theodolite in two mutually perpendicular directions.
2. by measuring the inside of the column from building a good control line distance to control the column verticality.
3. the column height, axis and vertical deviation adjustment is interrelated consideration, until all the standards are completed only when the correction is completed.
Third-- steel beam installation process
The steel beam unloading car to the vicinity of the column, with car hoisted to the floor level, and then by the mast hanging installation, some of the components of the main beam can be hung with the car crane. Secondary beams can be self-made tire (5t) crane installation. From the beginning of the third district, the beam of the first main beam shall be replaced by the mast beam one by one, and the beams shall be loosely hooked and then lifted in sequence, only when the beam ends are bolted (or spot welded firmly) Steel beams. After passing the test welding.
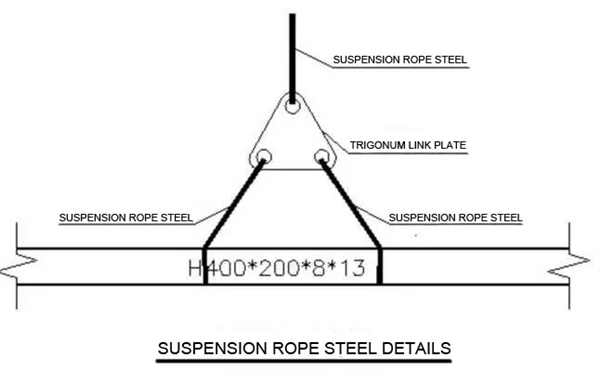
Steel beam binding hanging point is particularly important in the steel beam can take too long steel pole, the project has many steel beams up to about 20m, with triangular hanging plate to enlarge the distance between the wire rope to increase the rope angle in line with the lifting Claim. Steel beams bound diagram.

Fourth-- welding process
First, the main components of the welding process
Manual welding should be multi-channel, small current welding method.
1.butt weld penetration (flat welding position of hand arc welding)
Beam flange plate web butt welding, welding rod E4303. Welding process parameters:
Welding groove: b ≤12mm single bevel angle 60 degrees blunt edge 2mm
b> 12mm double bevel angle 60 degrees blunt edge 2mm assembly gap: 2 --- 3mm
Welding current 140 ~ ~ 180A, welding voltage 24V, welding speed 375px / min
2. T-type weld (boat shape manual arc welding)
For beam column ribs, connecting plate, column roof, column floor, double-sided fillet welding, welding rod E4303.
3. welding process parameters:
Tip height: greater than the thickness of the thinner part of the piece to be welded. Welding current 140 ~ ~ 160A, welding voltage 22V, welding speed 400px / min Manual arc welding can refer to the following parameters:
Electrode diameter
Φ3.2
Φ4.0
Φ5.0
Welding current (A)
100 ~ 130
160 ~ 210
210 ~ 270
4. weld appearance: with the naked eye and measuring tools to inspect the weld appearance defects and weld leg size, construction drawings and construction specifications should be consistent with the requirements of uniform welding wave, no cracks, no fusion, slag, welding tumor, undercut, Burn through, craters and needle-like pores and other defects, the welding area should be clean, no splash residue.
5. full penetration of the weld as the focus of the welding process and the key quality control point, quality inspection personnel should be tracking the site inspection and make the appropriate quality inspection inspection records.






